研究中心
如何选用合适的休哈特SPC控制图
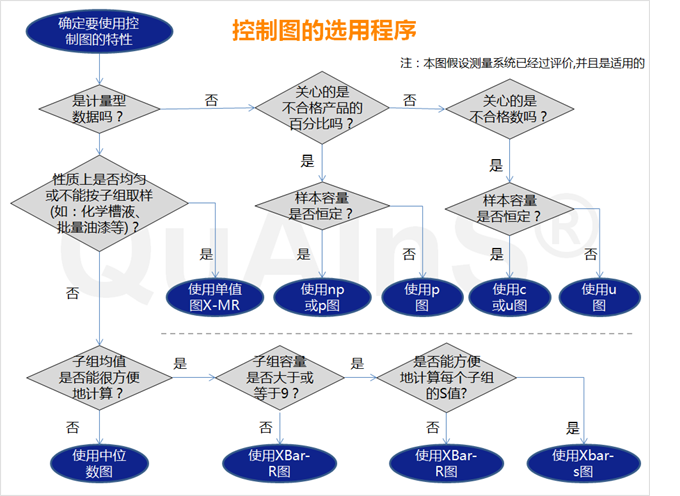
众所周知,SPC控制图是是质量控制最常用、最实用的工具之一,我们在实际的工作中,需要根据质量参数测量值的具体情况,来灵活地选用合适的控制图。
常规控制图
|
常规控制图的选用
参考文献:《六西格玛管理》(第二版),中国质量协会组织编写,马林、何桢主编,中国质量协会六西格玛黑带注册考试指定辅导教材
扩展阅读:如何利用控制图进行过程分析
众所周知,SPC控制图是是质量控制最常用、最实用的工具之一,我们在实际的工作中,需要根据质量参数测量值的具体情况,来灵活地选用合适的控制图。
|
参考文献:《六西格玛管理》(第二版),中国质量协会组织编写,马林、何桢主编,中国质量协会六西格玛黑带注册考试指定辅导教材
扩展阅读:如何利用控制图进行过程分析